Generally, an alarm means something which requires attention. Just as you set an alarm on your mobile phone, which would alert you at that particular time. Similarly in an industry (Oil & gas, cement, power generation or petrochemical, etc.), an alarm indicates that there has something unusual happened and it requires the control room operator’s attention. The alarm usually triggers in a plant in an audio/visual format i.e. the alarm will be displayed on an operator screen (HMI) and there will be an audible horn also. As already discussed, an alarm indicates an abnormal situation or a developing abnormal situation. So the control room operator has to acknowledge the alarm and has to take preventive actions in order to keep the plant safe and to avoid any sort of process disturbances.
In this article, we will learn the basics of alarm, categorization, or types of alarms in a process plant.
Also Read: Process Safety and Instrumentation control system

Alarms are classified among 3 different categories. We will discuss these categories one by one.
Categorization of Alarms
We can categorize the alarms in a plant among –
- Frequent Alarm
- Chattering Alarm
- Standing Alarm
- Suppressed Alarm
We will discuss each one of these in detail-
Frequent Alarm
An alarm that frequently changes its state from a Normal state to an Alarm state is termed a frequent alarm.
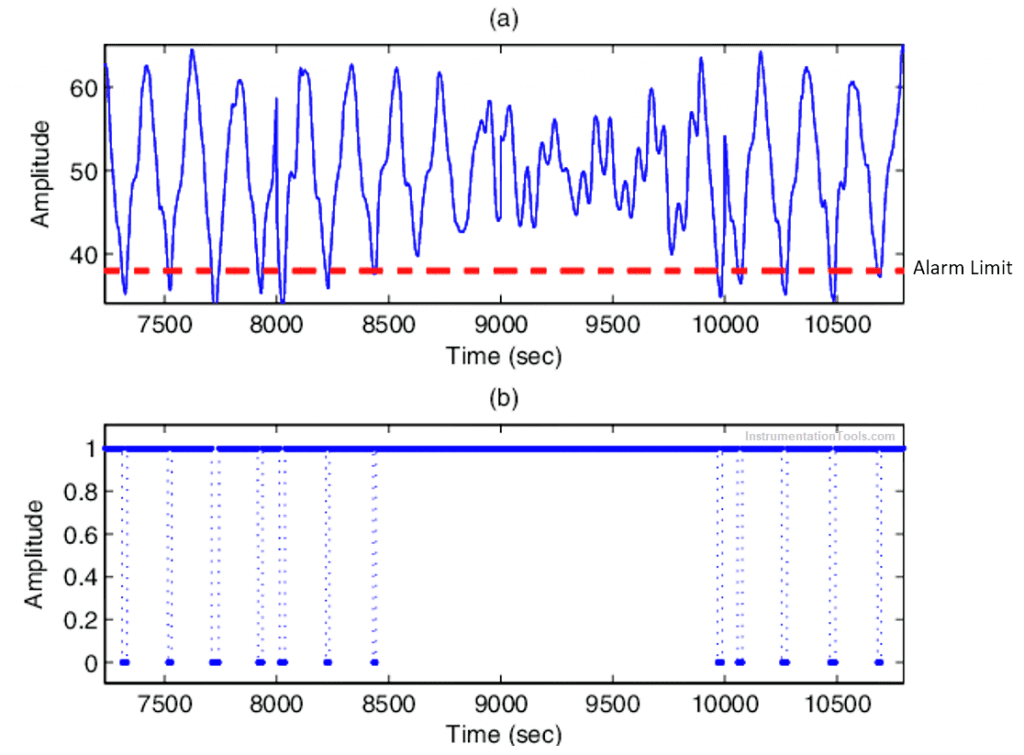
The below trend highlights a frequent alarm, as the observed process signal is frequently crossing the alarm limit (marked in red dotted color) triggering an alarm.
The frequent alarm can be caused due to abnormal operations or faulty instruments
Frequent alarms are often calculated in terms of counts. So, if an alarm triggers 60 times in a day we will say that the count of alarms is 60 on that particular day.
Chattering Alarm
If an alarm triggers quite a high no. of times in a short period of time (say in a few minutes/seconds) then it can be termed as a chattering alarm.
Process signal changes its state from normal to alarm and again from alarm to normal very frequently.
The below trend highlights a chattering alarm.

Also Read: Photo of the day: workplace Hazards
Standing Alarm
Tags that remain in an alarm state for a long period of time are termed standing alarms.
Tags that remain in alarm state for a few hours to several days/months/years are also termed standing alarms.
For eg., if the level of a tank is always below the low alarm limit then the low-level alarm will become a standing alarm till the level normalizes.
The standing alarm can occur in the following scenarios-
Abnormal operation
If any equipment is continuously being operated in abnormal conditions it will trigger a standing alarm.
For example, if line pressure is continuously above the operating range it will trigger a high-pressure standing alarm.
Faulty equipment
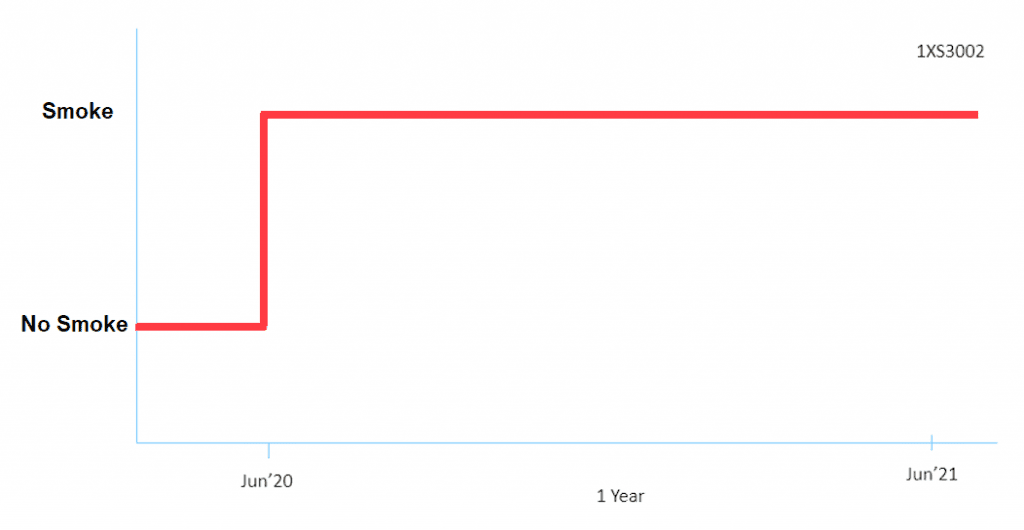
If any equipment/device is faulty for a long time, it will give rise to a standing alarm.
For example, a faulty smoke detector continuously detects smoke and thus triggers a standing alarm.
For faulty equipment cases, generally, we suppress or inhibit the alarm till the time the equipment is rectified. ( Learn more about Fire and Gas detection systems and types of Fire and Gas Detectors )
Suppressed Alarm or Inhibited Alarm
Alarms that are suppressed or inhibited from activating are termed suppressed or inhibited alarms.
An alarm is suppressed in the following scenarios-
Faulty instrument
If any instrument is faulty and is giving absurd or false readings then we generally suppress the alarms configured to that tag till the time the issue has been resolved.
For example, A faulty level transmitter is giving a false reading which triggers a false alarm, then we suppress that alarm to avoid flooding of alarms in HMI and to avoid any panic to the control room operator.
Equipment under Maintenance/shutdown
If any equipment is in maintenance mode then we suppress the alarm related to that equipment to avoid triggering unwanted alarms.
For example, If any tank is being emptied out for maintenance then we suppress the low level & low-pressure alarms of the connected transmitters.
Dynamic Suppression
This is normally configured on alarms that trigger when certain equipment gets stopped.
For example, If a pump is used for a small period of time in a day (say for a few hours). Then we configure dynamic suppression on alarms related to those pumps, which would otherwise trigger when the pump stops.
So for example, we will configure dynamic suppression on the pump low discharge pressure alarm. So now after configuring dynamic suppression a low pressure will trigger only when the pump is in a running condition and not when it gets stopped.
Also Read: Facts about Fire Prevention
For more safety Resources Please visit safetybagresources